The Evolution of Conformal Coating?
Jean-Pierre DOUCHY, ABchimie and Philippe PRIEUR,Schneider Electric
*Requirements to protect the PCB are becoming increasingly important and are very different compared to 10 or 15 years ago. Today, conformal coatings are required not only to protect PCBs against harsh environments (heat, salt fog, moisture…) but also to increase surface insulation resistance due to space reduction between tracks. Conformal coating brings a real added value in terms of reliability to the PCB.
The conformal coating market is in constant evolution due to REACH and VOC regulations. Currently, the majority of the market uses acrylic conformal coating which contain 80% solvent when they are applied. The VOC regulation will oblige big users to retreat all solvents extracted, which will add an enormous financial cost.
Current market status?
Acrylics which represent more than 80% of the market are single component, highly moisture resistance, easy to apply, reparable and not expensive. The automotive market is a big user of this chemistry. Acrylic conformal coatings dry by evaporation only and are a mix of acrylics polymers and solvents.
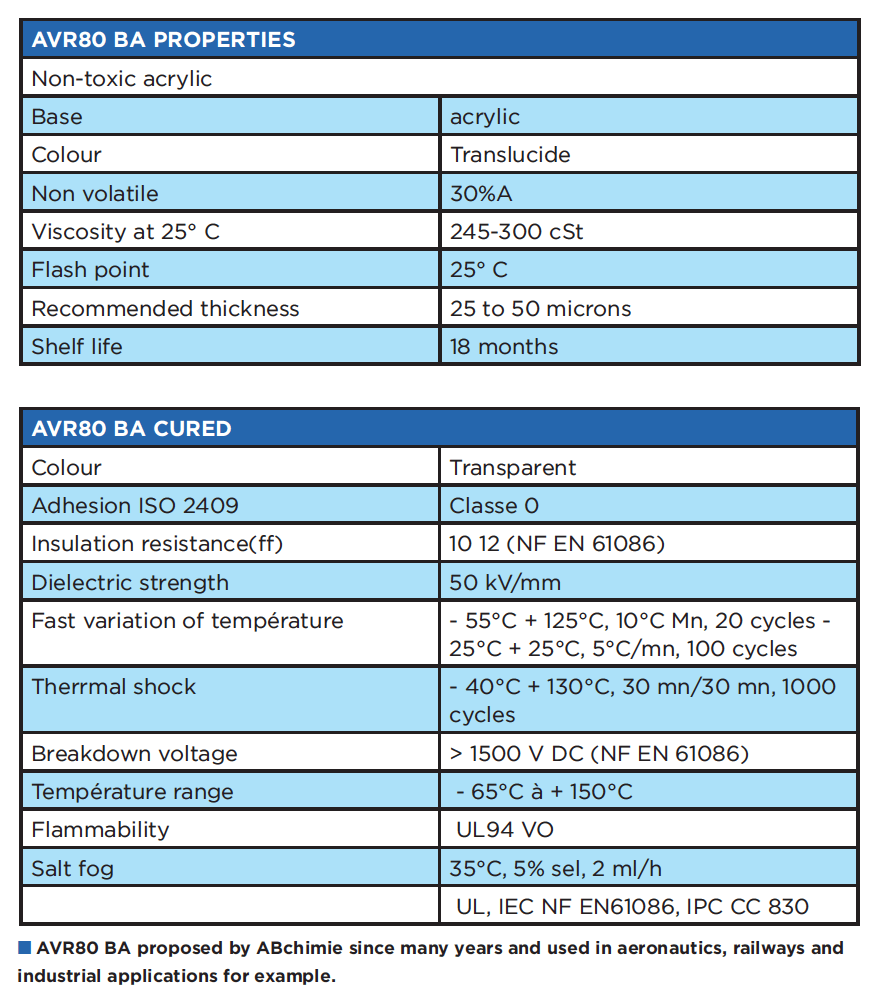
For eight years now ABchimie has proposed AVR80 BA as a non toxic acrylic conformal coating which provides very high protection and respects the environment and the operator. AVR80 BA is now very well known and used by many users, such as Alstom, Schneider, Sagem, Renault, Volvo, Faiveley, SEB, Zodiac, Airbus…on different applications.
The remainder of the market uses:
- Polyurethane – a one-component product, very hard and bright with high chemical resistance, which means it is difficult to remove.
- Silicone elastomers and resins – they cover a large range of characteristics and are especially high-temperature resistant, up to 200°C.
- Epoxy systems – they are very hard and often two-component systems. They offer very good adhesion and abrasion resistance, which can protect the PCB against piracy.
- Aqueous varnishes – are generally applied by spray gun because they are not very stable in dispensing machines. They are considered a non-VOC product, but the long drying time is a disadvantage. Suitable for small production runs only.
- Fluorosilane polymer – this ultrathin coating is a clear, low viscosity, low surface tension solution of a fluorosilane polymer carried in a hydrofluoroether solvent. The coating dries to a thin, transparent, permanent film with excellent hydrophobic and oleophobic properties. Some of them need a post curing to add durability and abrasion resistance.
- Parylene – Ultra-thin conformal coating offer a very good protection but can be only used only for small production runs due to the very high cost of processing.
**UV conformal coatings are currently a minor part of the market, but offer a very seductive solution for the future. Conformal coatings are used to protect electronic cards because solvents contain VOC, solvent borne varnishes gradually give way to curable varnish UV.
What are the current technologies developments?
- Which technologies will be used?
- Which investment will be necessary?
- UV technology seems today the best offer but what it is and how it works?
100% solid UV conformal coatings recently arrived on the market. They are non-flammable and use dual cure technology, it means there are two curing systems in the formulation. One cures all visible coated surfaces by UV dose and the second one measures heat or more commonly moisture action to cure the shadow areas. Less than one second is necessary to cure the UV part. These products are soft to resist or thermal shocking and have a low thermal coefficient of expansion. They offer an excellent chemical resistance, but are not easily repairable.
In fact the UV dose inhibits the photoiniators included in the formulation, which immediately enables the quick curing. This technology is well known in other industries that manufacture inks such as the stereolithographic industry, tooth composites etc. The major challenge in the electronics area is depositing the thickness necessary to efficiently protect the PCB and the shadows area. Most dispensing machines deposit an average thickness of 100 microns using a film coater, even if the UV conformal coating itself is already effective at a thickness of 30 microns.
The big advantage of a dispensing system is for mass production. Speed of process, small footprint due to smaller curing systems and if you choose an LED curing system, low energy consumption.
MERCURY SYSTEM ADVANTAGES
- The most commonly known systems provide UVA, UVB and UVC.
- Powerful and cure efficiently UV conformal coating.
- 1,40 metre space floor (Exelsius oven)
••Lamp life 2,000 hours
LED SYSTEM ADVANTAGES
- Same speed processing as mercury lamp
- 0,8 metre space floor (SMT Line , Spain, UV LED 395)
- Ozone free production
- Switch on and off only when necessary
- Lamp life 20,000 hours
••Stable effectiveness of the lamp
MERCURY SYSTEM DISADVANTAGES
- Provide 70% of infrared which is not necessary for curing
- PCB can be heated up to 120°C with IR from the mercury lamp
- Creates ozone, which has to be extracted
- 45 minutes wait to restart if you switch off the lamp
••Degreasing effectiveness of the lamp with time
LED SYSTEM DISADVANTAGES
Due to competing oxygen requirements for the dual cure system, it sometimes needs a residual tack time of 15 minutes.The movement towards UV conformal coating is already running in the automotive industry, which is the first beneficiary of this technology because they are most concerned about VOCs.
Now this technology starts to gain traction in other industrial markets because they are easy to implement even if an investment in a curing oven is necessary. This is definitely a technological revolution resulting from VOC regulations which imposes limits on big users to cap or reduce their solvent emissions to less than 5 tons per year.
Large automotive companies such as Bosch, continental, Valeo etc., are concerned because they use between 10 and 100,000 litres of conformal coating per year. Other industries will probably continue to use acrylic varnishes for another 10 or 15 years and wait till adjustments are completed with the feedback from those who will be forced to use solvent-free technologies.
Following the development of these UV conformal coating over the last five years we estimate UV cured coatings will replace acrylic coatings within the next 10-15 years. Today, ABchimie is the only company that offers dual-cure products, curing with mercury lamp and/or LED lamp, led by their strong environmental policy.
New conformal coating systems
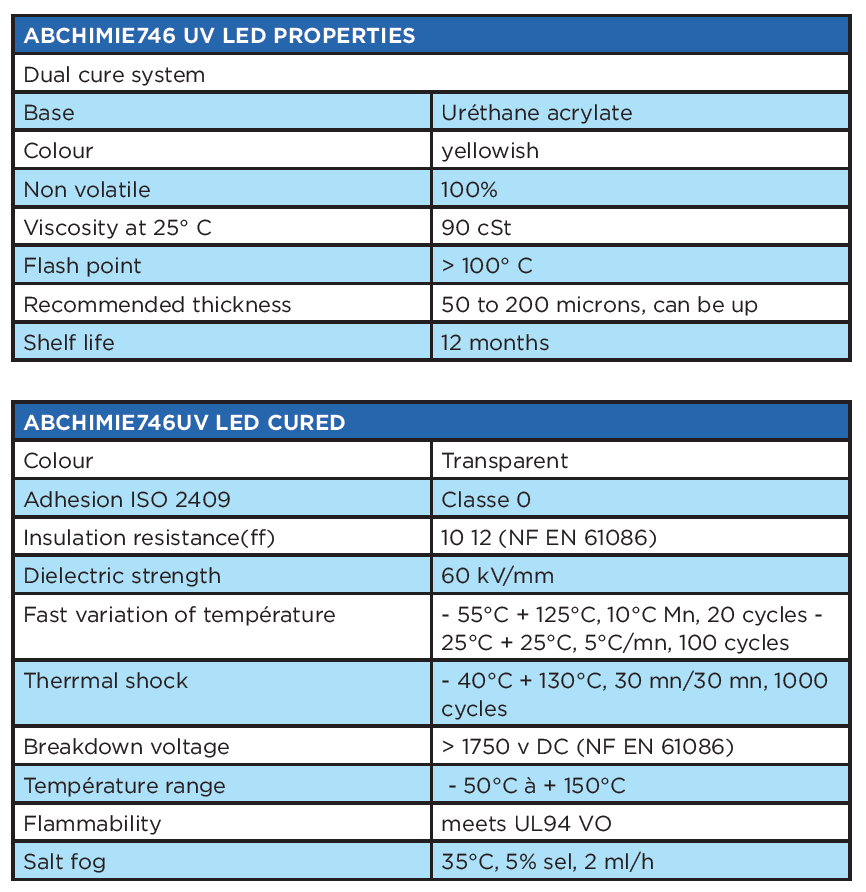
ABchimie746UV LED is the latest innovative system, which is a soft version of the ABchimie526UV LED. ABchimie746UV LED cures at the usual thickness (around 100 microns) but may also cure at 2mm, it means that in cases of high thickness deposits flowing around the bottom of components, you will not have cracking or delamination. It offers a very good resistance in thermal shocking and provides exceptional adhesion on the PCB.
- Machine manufacturers are investing to develop ovens that operate with Mercury UV system and LED. Beltron in
- Germany created the first prototype for a German automotive customer using ABchimie526UV LED.
- More recently, Samsung, through their Spanish representative proposes an industrial range of LED ovens that are very efficient and compact (UVLED395).
There is currently no greater obstacle for the development of LED UV technology. The ABchimie research team reasoned if the LED UV conformal coating is capable of providing greater protection of the PCB, then it should also be possible to use some UV resins in greater thicknesses. Thus today’s range of coatings can coat your PCB, but also perform some glob top protection or gluing against vibration with UV soft resins in the thickness range of 4 or 5mm if needed. This one process can be done using the same dispensing equipment, allowing the engineer to save time and have perfect compatibility between the coating and the resin used.
So, what is our future?
We can imagine for the next 5 to 10 next years a transition to UV conformal coating , LED curing systems for all automotive customers but it is likely that industrial applications will continue for a while with acrylic products, especially with non-toxic versions to avoid the need for investment and because this technology is tried and tested. After 10 years, industrial customers will use UV conformal coatings to optimize their process and may also use them to avoid VOC emissions if the regulations become more restrictive.
THE MARKET WILL EVOLVE TO TWO DIFFERENT WAYS:
- Non toxic conformal coating will keep a large place in our future.
- UV conformal coating especially in European market for companies which are using more than 5 tons per year which will have to retreat their solvent emissions.
How to ensure reliability and robustness?
Different standards such as IPC CC 830, CEI NF EN 61086, and UL tests are available. These tests permit the evaluation of conformal coatings in harsh environment such as salt fog, moisture, heat etc. It’s very important to ensure the reliability of the complete system, Even if individually, each part pass all these tests, in some cases when combined it can create an issue or corrosion problem. The fact is, some chemistries are not compatible.
The best way to avoid any problem and increase your reliability is to check the compatibility between the different chemistry products in presence. The BONO test allows to check it, hereafter described by M. PRIEUR from Schneider group.
WHAT IS A BONO TEST?**
How to select a no clean consumable paste, flux, cored solder wire and assess coating compatibility? The first criteria is the ability to make a good solder joint reliable and repeatable in a large process window. But let’s define also what we don’t want: Corrosion, electro migration and all other induced phenomena linked to the flux residues that could remain more or less active on the boards. Sure we may rely on the datasheet: bellcore test , SIR test. But those tests are all passed “easily” by all the classical ROL0 solder paste. That means you will face issues to filter solder products for your high performance products in harsh environments (Humidity combined with temperature). The need for consumable qualification is also driven by miniaturization. When the components/ tracks pitch decrease the risk for electro migration phenomena increases. As an ordering customer to an EMS you may have two strategies: consider any consumables chosen by your Supplier or specify strictly in a short list what has to be used (because it has already been qualified internally). If you don’t specify you shall include many tests for product validation dedicated to flux validation. It is important to make sure you cover the risk.
Bono test (as called after Mr Bono) has been increasingly used either by specifiers or by solder and coating manufacturers since the nineties.
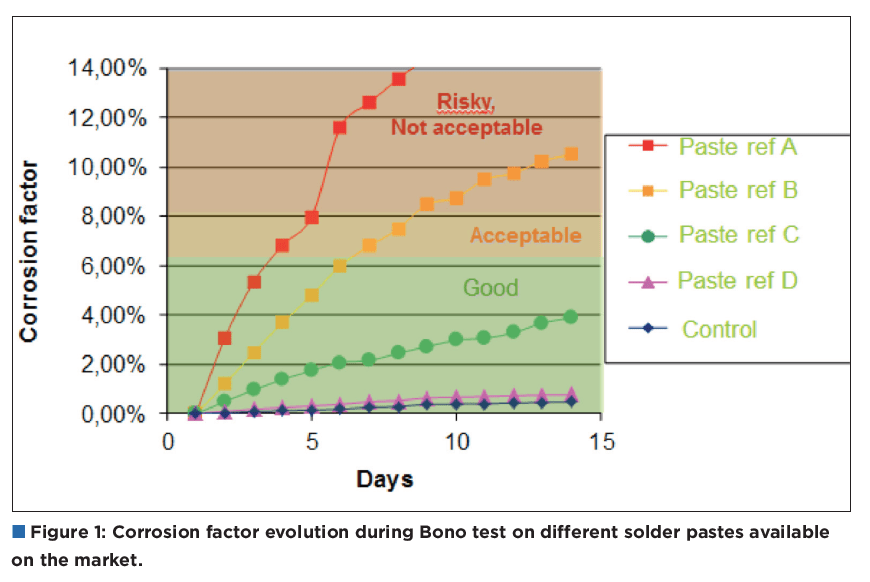
The principle of the pattern with an electrolytic cell is designed to address the cumulative effect of both corrosion and electromigration. Each electrolytic cell designed on classical FR4 is composed of a very thin copper anode lying between two large cathodes. The test itself measures anodic resistance during ageing 85°c/85RH%. A conclusion is made After 15 days under 20vDC bias. This test is very sensitive to all remaining flux activity and reveals all interactions (good or bad) with others chemicals: Conformal coating, resin etc.
As this test is very selective it may gives you a clear view of the relative corrosive performance of different solder products. With experience you may decide a threshold value for the corrosion factor calculated (Fig1). Thus the Bono test is a key element in the Board assembler’s quality assessment kit.
Conformal coatings are becoming essential for the proper functioning of electronic sub-assemblies. Technologies change because of environmental legislation. Conformal coating manufacturers adapt to offer reliable solutions. Users requirements will increase in the coming years and will use more and more conformal coatings to ensure the sustainability and reliability of our electronic equipment. Each producer of electronic assemblies will have to think about his own process and evaluate which is the better way depending on his internal policy.
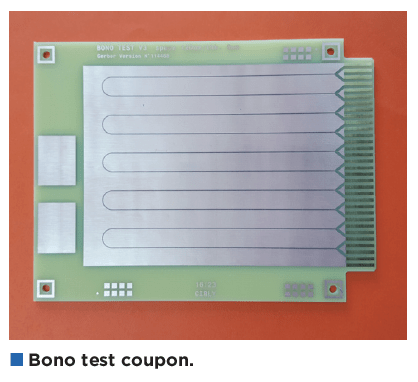
The Bono test is not a standard but could be promoted as one in the future, provided that the different users could converge on the test coupon design, the test apparatus architecture, the precision of measurement… (an example of a test coupon with easy plug gold fingers is given in the picture). The journey for standardisation is only beginning since the first proposal From D.Bono for the assessment of the corrosivity of soldering fluxes residues … in 1989.
REFERENCES
- Bono D. “the assessment of the corrosivity of soldering flux residues using printing copper board track” , 1st International conference on solder flux technology , Mellon Institute, Pittsburgh, Pennsylvania, April (1989)
BIOGRAPHIES
Philippe Prieur a Group Technical Expert with 14 years of experience, currently works in Schneider Electric’s Technology department. His experience includes application of RoHS standards in the automotive & industrial domains, and performance of circuit board reliability and failure analysis in Schneider Electric’s Electronics & Materials Expertise central lab (Grenoble-France). PCB-PCBA Technical Leader- Edison Expert Strategy & Technology-EME Lab.
Jean Pierre DOUCHY created ABchimie in 2004 after 20 years’ experience in chemistry within the electronics area. His knowledge allows him to understand the concerns of electronics manufacturers and to develop a range typically dedicated for needs of manufacturing workshop.
ABchimie offers a large range of cleaning products and is specialized in the protection of the PCB with thin (conformal coating) or thick layer (epoxy, urethane and silicone resins). Today 80% resources of laboratory are dedicated on research and development for PCB protection and environmental friendly technologies.
PRODUCTS RELATED
CONFORMAL COATING

- Providing high level environmental protection for PCBAs.
UV GLUE
- Precise bonding that evenly distributes stress across surfaces.
EPOXY & PU RESINS

- Insulation and protection from moisture, vibration, and shock.